Knowledge Base Articles
- BobCAD-CAM V36
- Getting Setup
- Quick Tips & Tricks
- The BobCAD Basics
- Advanced Topics
- Computer Issues
- NC Editor
- Post Processor
- Our Forum
Force Table Rotation For Milling (Point Interpolation)
When using Force Table Rotation for mill jobs, you may need to turn on point interpolation to break up the large moves so that the profile is properly created.
You may be using force table rotation because you are trying to machine a large part on a 5 axis machine. The only way you are able to mill the profile of the part would be to use force table rotation to rotate around the z axis and mill the outer profile.
Pic. 1 - Force Table Rotation Without Enabling Point Interpolation
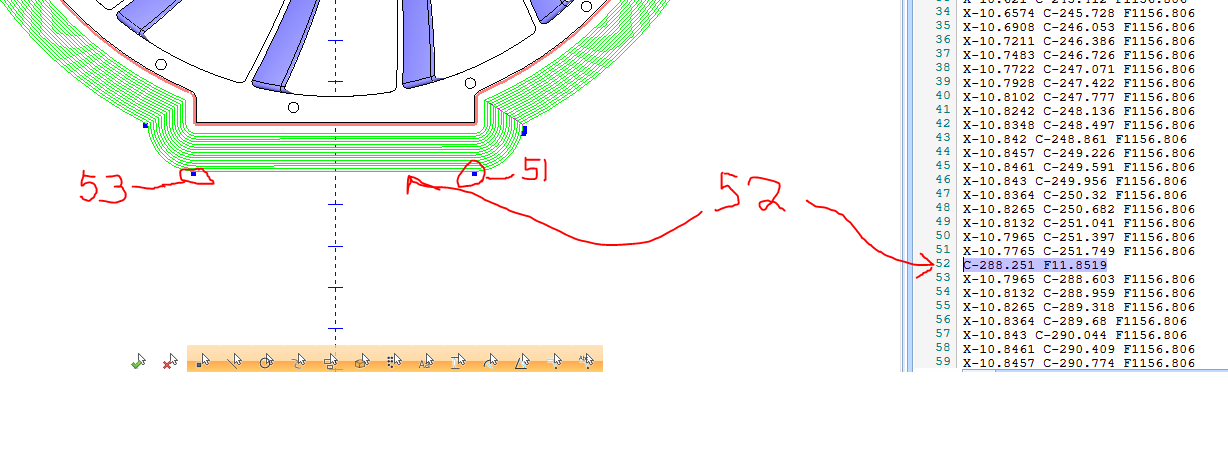
As you can see in Pic. 1, if you do not have point interpolation enabled, it will not break up the large moves. You can see in the picture that line 52 is a straight line in the picture. However, the g-code is only outputting one C move for the entire line. That means that the tool stayed in place while the table rotated over 30 degrees, creating an arc instead.
Pic. 2 - The C Move From The G - Code
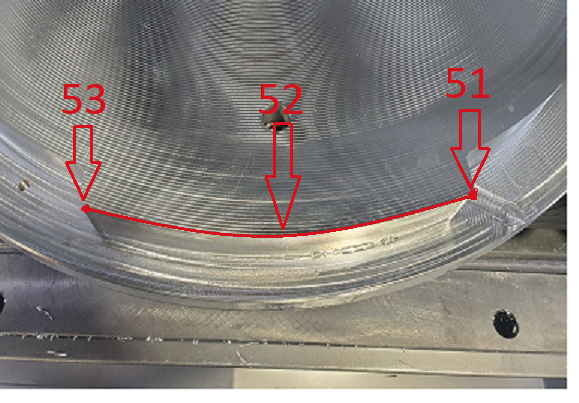
If you take a look at Pic. 2, this is what you would get if you tried running that program on the machine. The tool would stay at its current position while the table rotates. This creates an arc instead of a flat.
The Solution:
The fix is pretty simple. You need to make sure you turn on polar interpolation for that feature to break up the large move.
Pic. 3 - Force Table Rotation Feature Page
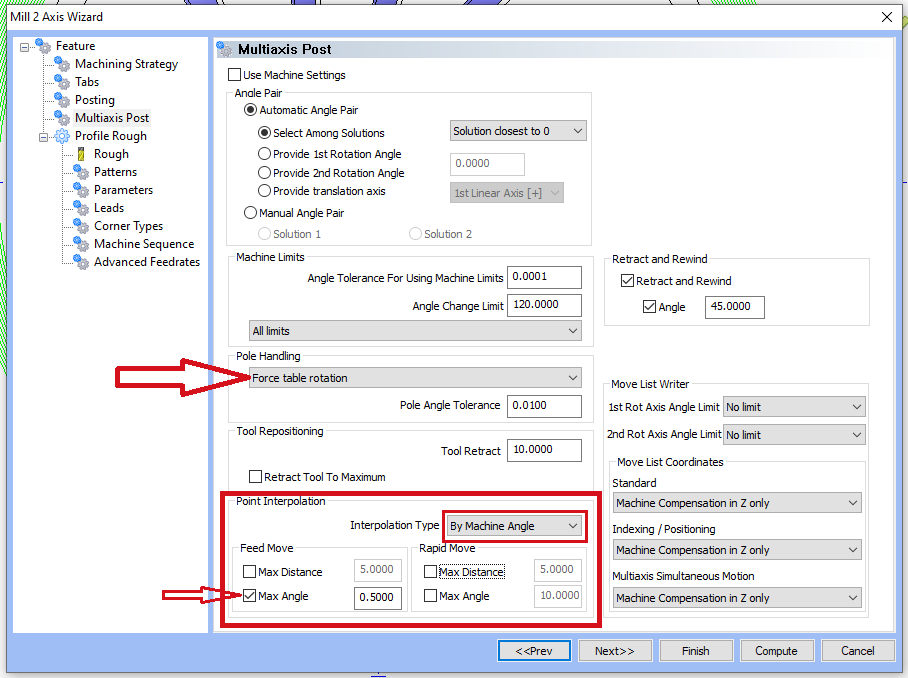
Pic. 3, shows what you need to change to output the g - code properly. Change the Interpolation type to “By Machine Angle”. For the Max Angle tolerance, you will need to test and determine what you need based on the physical part tolerance needed. Make these changes and notice how the G - Code now outputs many X C moves instead of just the singular C move.
If you need further assistance, please contact our support team at (727) 489 – 0003 or [email protected]